Tel.: +49 9342 9110-112
info@meister-brandschutz.de
info@meister-brandschutz.de
From retrofits and control technology to bespoke solutions: our portfolio of projects showcases innovative automation solutions, the highest level of technical expertise and tailor-made implementation for industry. Through intelligent automation and control solutions, we make production processes more efficient, safer and future-proof.
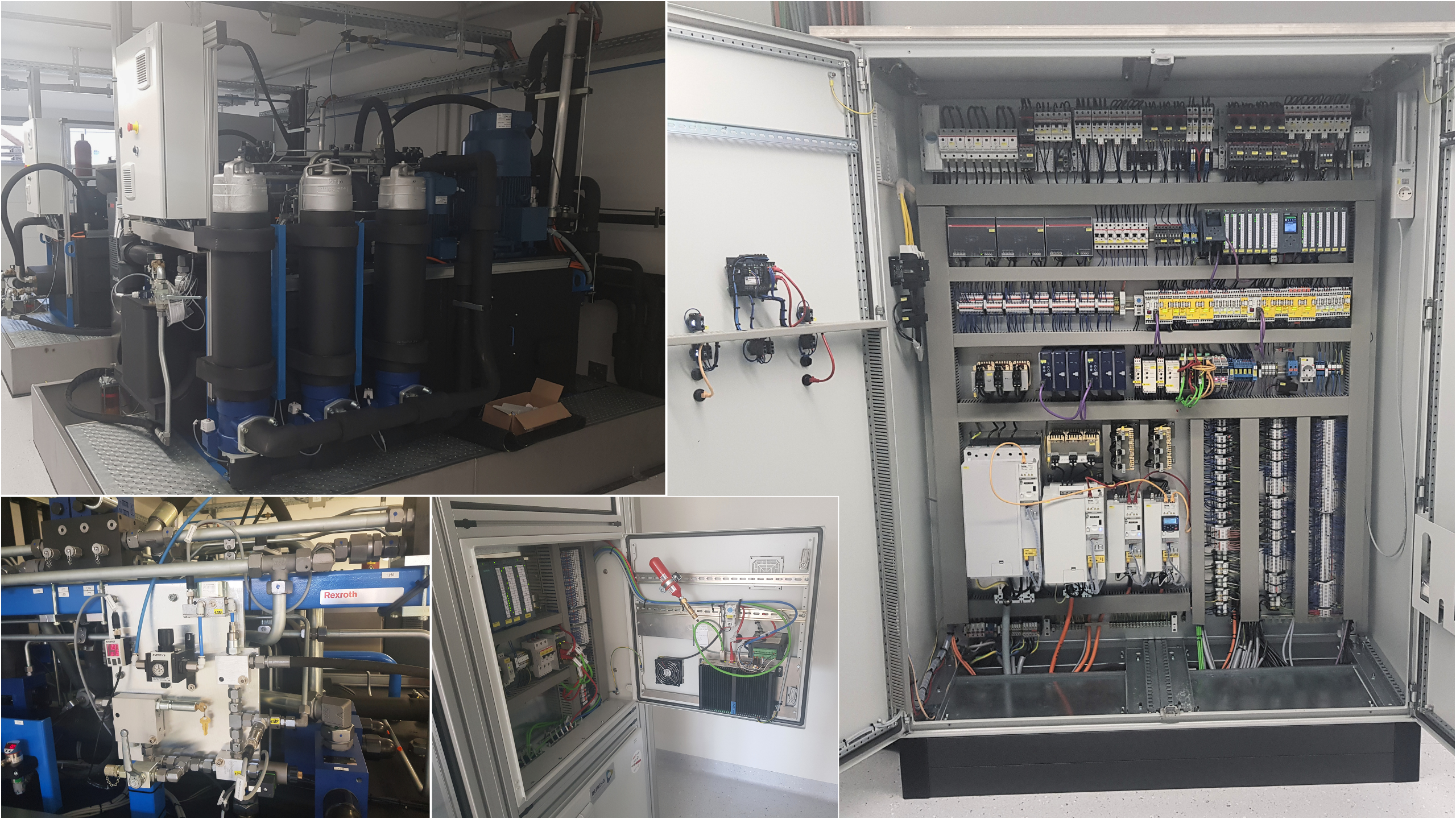
A 15–20-year-old water test bench for flow meters was completely modernised, as neither the plans nor the software for the old control system were available. The mechanical components were retained and optimised with new, interchangeable parts. The entire electrical system, software and the safety and operating concept were completely overhauled.
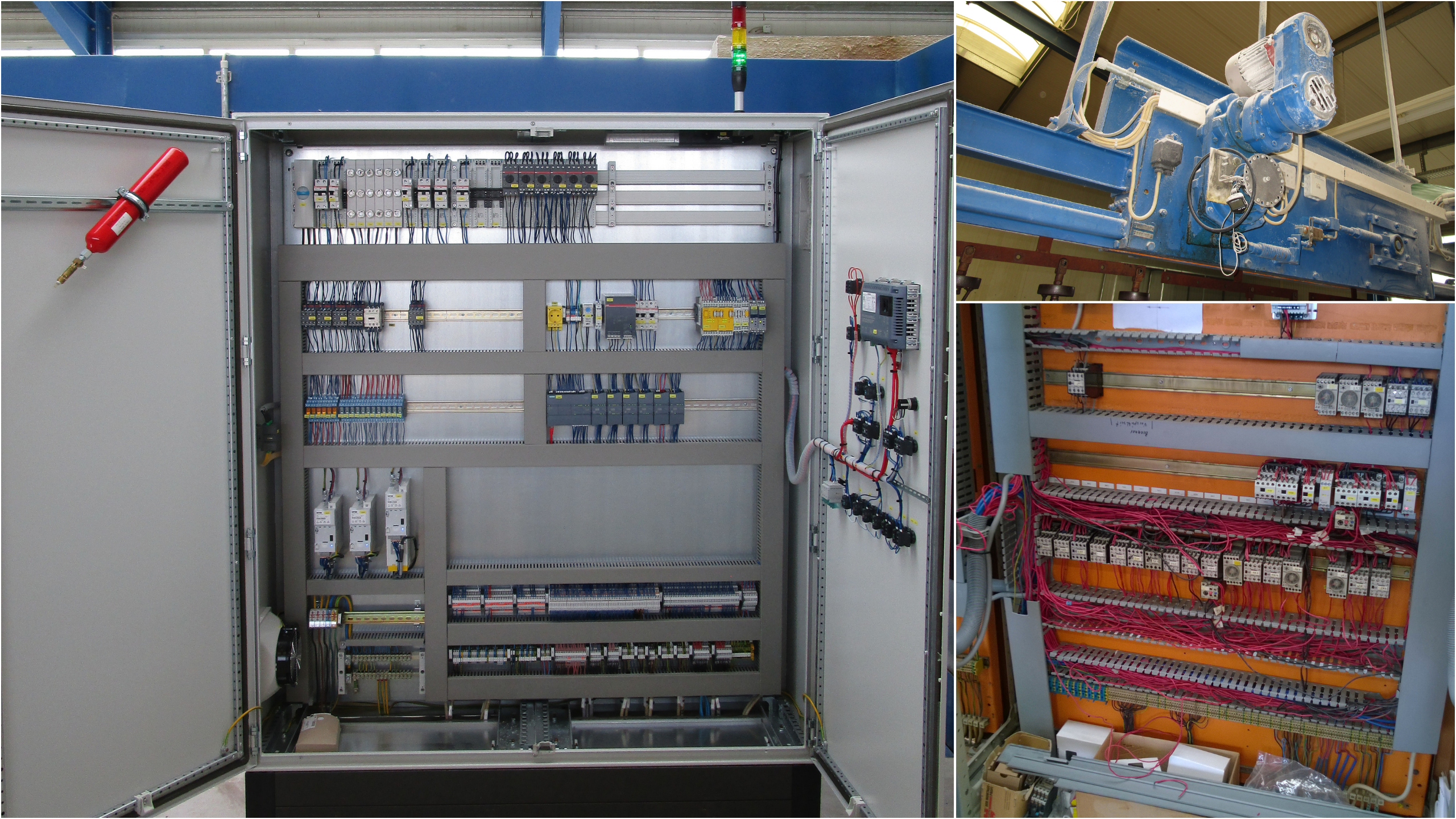
At a quarry in Untererthal, a large aggregate conveyor from AMS Asphaltmischwerke was technically refurbished and upgraded. The control systems for the conveyor belts and other processing operations, such as the conversion of the pre-dosing system and the switch from manual to digital control of the dosing unit, were modernised.

Extensive modernisation work on a 20-metre-long, two-storey gas dryer for laboratory glassware prevented the imminent total failure of the 40-year-old key piece of equipment. The dilapidated control cabinet was replaced, a new burner control system was installed, and modern safety technology was implemented.
For the specialist furniture manufacturer VS in Tauberbischofsheim, several outdated systems (leg-bending machine, paint shop, resin application system) were modernised in order to extend their service life and improve efficiency.

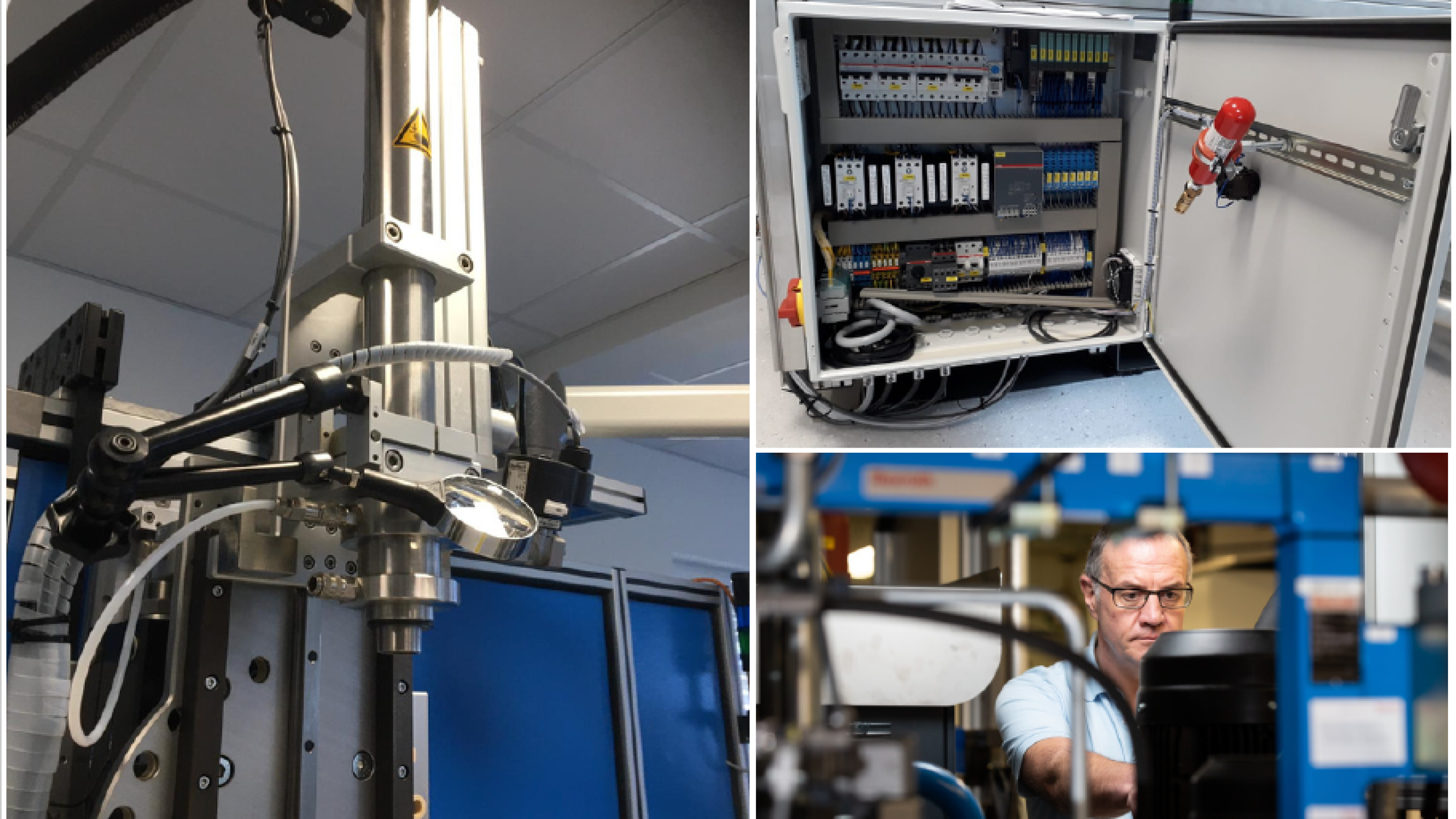
A high-precision oil test bench has been developed for MFT Meister Flow Technology. MFT manufactures flow detectors for various media – particularly oils with variable viscosity – with minimal measurement deviations.
With around 30,000 flight movements per year, Adolf Würth Airport is one of the busiest airfields in Germany.
Functioning electronics play an essential role in this. To this end, the airport operators have now invested in an innovative fire protection concept for their control cabinets. 30 AMFEn mini fire extinguishers protect the airport’s control cabinets with the help of the Multialert® 30 from Meister Automation and the Bosch Rexroth CtrlX control system.

As one of the world’s largest manufacturers of construction machinery, safety is no minor matter for LIEBHERR. With a highly automated logistics centre and state-of-the-art technical equipment comprising over 200 control cabinets, Liebherr-Logistics GmbH supplies spare parts to customers all over the world. With our automatic mini fire extinguishing unit AMFE and the associated customised solution for simultaneous triggering, multialert®, we were able to provide LIEBHERR with a high-quality solution (small-scale fire suppression system) and a ready-to-use installation – all without any disruption to operations!

A fire at a food production facility can very quickly become very costly. Often, raw materials and finished products that are not directly affected must also be destroyed for hygiene reasons. In most cases, extensive decontamination measures with heightened cleanliness requirements are necessary, and operations cannot continue in the meantime.
EDEKA Südwest Fleisch GmbH has taken appropriate precautions. Its facility, newly built in 2011, not only offers state-of-the-art facilities for the production of high-quality meat and sausage specialities. The VdS-certified AMFE system now enhances fire protection.

